想要深入了解桥梁护栏立柱桥梁防撞护栏今日价格产品的各项功能和特点?我们为您准备了精彩视频,不容错过!
以下是:云南迪庆桥梁护栏立柱桥梁防撞护栏今日价格的图文介绍

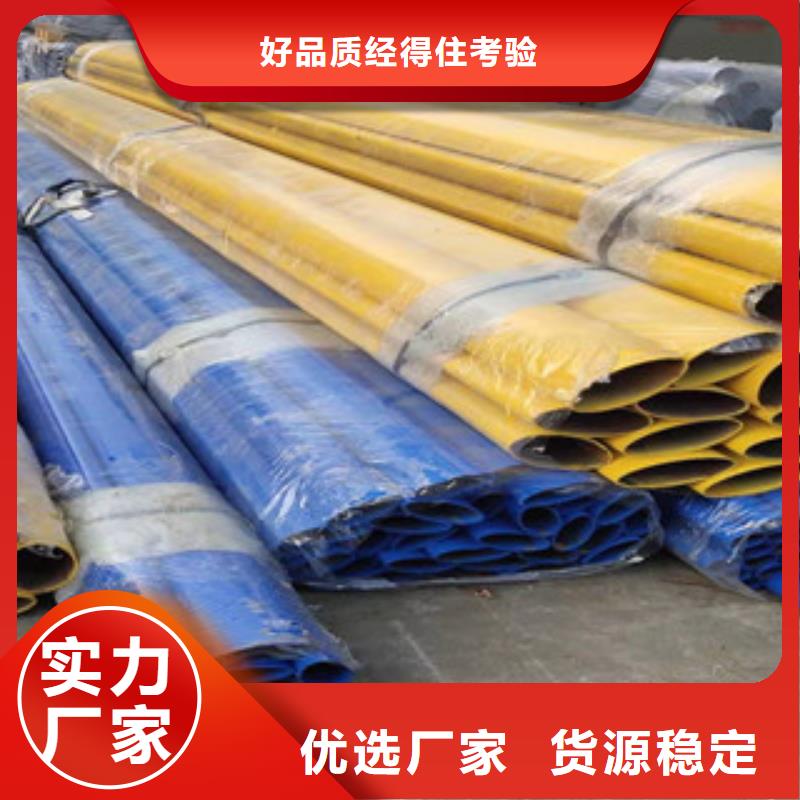
【热镀锌立柱】生产制作经验品质好放心选择



【热镀锌立柱】的详细介绍
用的放心保质保量

科阳金属制品(迪庆市分公司)以高科技为先导、以吸收国外技术为基础,以改进创新为发展动力,以加工制造为根本,并依托科研院校,加大 【热镀锌立柱】科研成果转化力度,结合严谨、求实、富有钻研精神的人才队伍,开发并推出多项具有竞争力的 【热镀锌立柱】产品,逐渐取得行业技术优先。

科阳金属制品(迪庆市分公司)
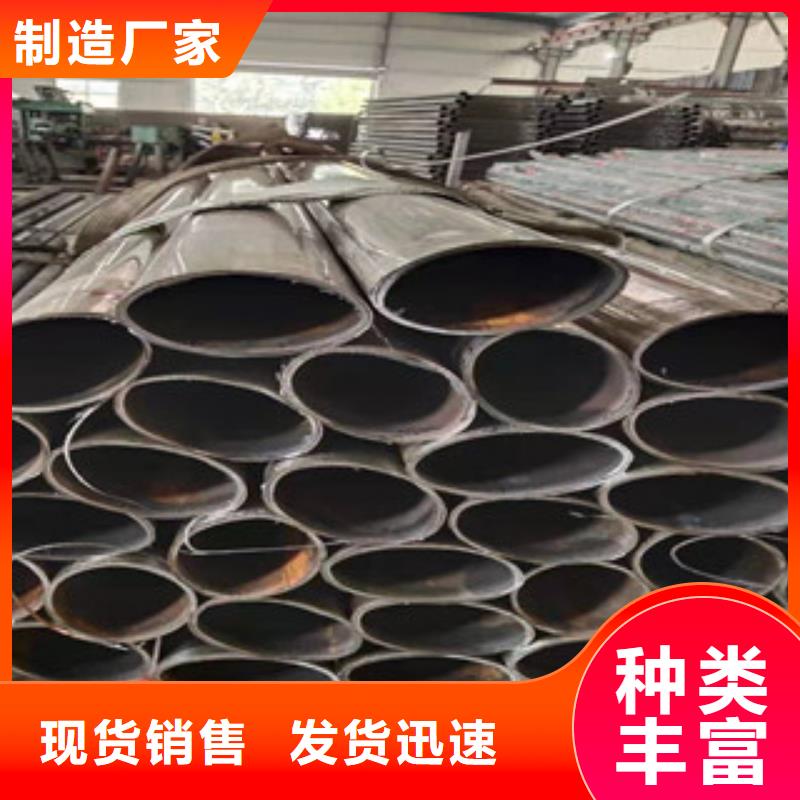
产品实拍图片
从事【热镀锌立柱】行业多年品质值得信赖


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。